|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Auswahl Lötkolben und Spitze | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Der Lötkolben
sollte eine Leistung zwischen 25 und 30 Watt haben, die ausreichend für
unsere Lötarbeiten ist.
 Eine
Überhitzung der elektronischen Bauteile passiert so schnell nicht.
Wer etwas mehr Geld ausgeben kann und häufig und intensiv löten
möchte, der kann sich die Lötarbeit wesentlich angenehmer machen
durch Anschaffen einer Lötstation. Hier wird die Temperatur des Lötkolbens
automatisch konstant auf einem einstellbaren Wert gehalten. Auf diese Weise
wird der Lötkolben geschont, und die Heizleistung läßt
sich individuell anpassen. Eine
Überhitzung der elektronischen Bauteile passiert so schnell nicht.
Wer etwas mehr Geld ausgeben kann und häufig und intensiv löten
möchte, der kann sich die Lötarbeit wesentlich angenehmer machen
durch Anschaffen einer Lötstation. Hier wird die Temperatur des Lötkolbens
automatisch konstant auf einem einstellbaren Wert gehalten. Auf diese Weise
wird der Lötkolben geschont, und die Heizleistung läßt
sich individuell anpassen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Diese Lötkolben sollten nur zum Löten von Blechen (Gehaüsebau) oder dicken Kabeln verwendet werden. Diese Lötkolben sollten nur zum Löten von Blechen (Gehaüsebau) oder dicken Kabeln verwendet werden. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Wichtig
ist, keine Kosten bei der Auswahl der Lötspitze zu sparen und sich
für eine Dauerlötspitze mit einer dünnen Eisen/Chromschicht
zu entscheiden. Die Lötspitzenform sollte noch persönlicher Vorliebe
ausgewählt werden.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| So lötet man richtig | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| So wird's
gemacht:
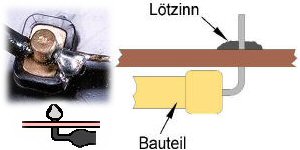
Der Lötvorgang hat 3 Phasen, das sind Benetzen Fließen und Binden. Die Lötspitze wird nach dem Reinigen an die Lötstelle geführt und erwärmt. Danach Lötdraht mit Flußmittel zwischen Spitze und Lötstelle führen und Lötdraht zum Schmelzen bringen. Weiteren Lötdraht zuführen, bis die gesamte Lötstelle benetzt ist. Anschließend Lötspitze sofort entfernen, damit das geschmolzene Lot nicht überhitzt wird. Lot erstarren lassen und Erschütterungen vermeiden. Wichtig ist, daß Lötkolben, Lötzinn und Bauteilanschlußdraht fast gleichzeitig an die Lötstelle gebracht werden. Hierbei muß der Lötkolben ruhig, ohne Hin- und Herbewegung, so lange auf die Lötstelle gedrückt werden, bis der zugeführte Lötzinn vollständig geschmolzen ist und sich selbständig an die Kupferbeschichtung der Platine und den Anschlußdraht des Bauteils anschmiegt. Gute Lötstellen sind an einer glänzenden Oberfläche zu erkennen. Lötstellen mit trüber oder rauher Oberfläche sind oft 'kalte' Lötstellen mit unsicherem Kontakt zwischen Bauteil und Platine. Um eine Überhitzung insbesondere von Halbleiterbauteilen zu vermeiden, sollte der Lötkolben nicht länger als etwa 3 Sekunden Kontakt mit der Lötstelle haben. Danach ist eine kurze Abkühl-Pause empfehlenswert. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
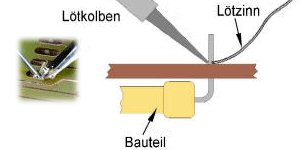 Das
Bauteil wird gleichzeitig mit der umliegenden Kupferbahn erhitzt, noch
kein Lötzinn zugeben. Nach 1-3 Sekunden wird das Lötzinn zugeführt,
das sofort verfließen muß. Nur wenig Lötzinn verwenden!
Weniger ist mehr! Hat sich das Lötzinn richtig verteilt, muß
der Lötkolben schnell zurückgezogen werden. Das
Bauteil wird gleichzeitig mit der umliegenden Kupferbahn erhitzt, noch
kein Lötzinn zugeben. Nach 1-3 Sekunden wird das Lötzinn zugeführt,
das sofort verfließen muß. Nur wenig Lötzinn verwenden!
Weniger ist mehr! Hat sich das Lötzinn richtig verteilt, muß
der Lötkolben schnell zurückgezogen werden.
Die Lötstelle unbedingt still halten, bis das Lötzinn erstarrt ist. Wackelt man zu früh, gibt es eine schlechte Lötstelle, kalte Lötstelle. Überschüssiges Zinn wird am Reinigungsschwamm abgestreift. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
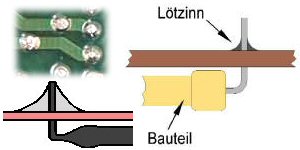 Die Lötstelle muß glatt sein und silbern glänzen. Die Lötstelle muß glatt sein und silbern glänzen.
Eine matte Lötstelle entsteht bei zu geringer oder auch bei zu langer Erwärmung. Das Flußmittel verdampft dann. Daher auch die Bezeichnung 'kalte Lötstelle'. Solche Lötstellen sind zu vermeiden, denn schlechter Kontakt ist vorprogrammiert. Zu langes Braten zerstört nicht nur das Bauteil, sondern auch die Leiterbahnen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
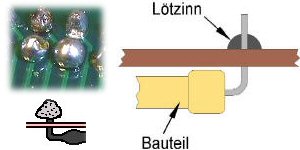 Eine
dicker Wulst und eventuell eine matte Oberfläche. Das ist keine gute
Lötstelle und sollte korrigiert werden. Eine
dicker Wulst und eventuell eine matte Oberfläche. Das ist keine gute
Lötstelle und sollte korrigiert werden.
Die schlechte Lötstelle deutet darauf hin, dass zuviel Zinn dazugegeben wurde, mit einer falschen Temperatur gelötet wurde oder aber auch unsaubere Bauteilanschlüsse vorhanden waren. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Hier
eine unsaubere und matte Oberfläche. Eine klassische so genannte kalte
Lötstelle. Unter Umständen lässt sich das Bauteil sogar
wieder herausziehen. Hier
eine unsaubere und matte Oberfläche. Eine klassische so genannte kalte
Lötstelle. Unter Umständen lässt sich das Bauteil sogar
wieder herausziehen.
Sicher wurde das Bauteil oder der Lötkolben bewegt. Ursache könnte auch eine falsche Lötspitze oder Temperatur sein. Oft wird bei kalten Lötstellen mit einer verschmutzten Lötkolbenspitze oder verschmutzen bzw. schlecht lötbaren Anschlussdraht hantiert. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Wenn man das |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Das richtige Lötzinn | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Im Lötdraht ist eine oder mehrere Fußmittelseelen bereits enthalten.Flußmittel werden beigemischt um die Kontaktfähigkeit zu verbessern. Damit können sich Lot und Metall intensiv miteinander verbinden. Sie sorgen für eine metallisch reine Oberfläche der zu löteneden Teile, befreien von Oxiden und löthemmenden Verunreinigungen und verhindern die Bildung von neuen Oxiden beim Löten. In der Elektrotechnik darf nur säurefreien Flußmittel verwendet werden! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tipps zum SMD Löten | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
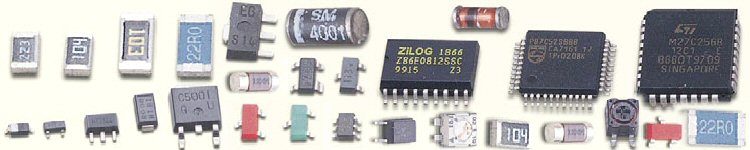
| SMD ist
nur eine Abkürzung und bedeutet 'Surface Mounted Device'.
Übersetzt man das so spricht man von 'oberflächenmontiertes Bauteil'.
Für uns selbstbauende Funkamateure haben SMD Bauteile einen großen
Vorteil. Sie sind sehr viel HF-tauglicher, als herkömmliche Bauteile.
Da die Anschlußdrähte fehlen sind die störenden Streuinduktivitäten
nahezu null und durch die kleine Bauform können die Bauteile näher
aneinander gerückt werden. Die Verbindungsleitungen werden also kürzer.
Der Vorteil ist aber gleichzeitig ein Nachteil. Viele Funkamateure glauben, sie können dieses kleinen Bauteile nicht mehr beherrschen. Einerseits erwarten insbesonders etwas ältere OM wegen der Kleinheit der Bauteile Probleme, diese überhaupt zu sehen, andererseits gehen sie davon aus, das die Hand nicht rugig genug ist, die kleinen Dinger an ihren Platz zu bugsieren. Ich gebe zu, dass ich Anfangs die gleichen Befürchtungen hatte. Erste Mißerfolge schienen alle Befürchtungen zu bestätigen. Erst nachdem mir erfahrene Fachleute einige ihrer Tricks anvertrauten ging es plötzlich voran. Die Verarbeitung von SMD Bauteilen birgt eigentlich gar keine Geheimnisse. Es sind eher einige Tricks, die das Arbeiten damit zur Freude werden lassen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Der erste
große Fehler wird bei der Wahl des Lötkolbens gemacht. Versuche,
mit einer sogenannten SMD Lötnadel, ein Lötgerät im Maßstab
der Bauteile zu benutzen, sorgten bei Fachleuten für großes
Gelächter. Lötnadeln kann man dann benutzen, wenn die ganze Leiterplatte
auf einem keramischen Heizelement liegt, das auf eine Temperatur kurz unter
dem Schmelzpunk der benutzten Zinnlegierung aufgeheizt wird. Für
Freihandlötarbeiten ist die Wärmekapazität und die Leistung
der Nadeln viel zu gering. Am besten löten sich SMD Bauteile mit einem
ganz normalen 50-80 Watt Lötkolben, der mit einer feinen 0,4mm oder
0,8mm Bleistiftspitze ausgestattet ist. Meine Lötstation stelle ich
für SMD auf eine Temperatur von 360-400 Grad. Das ist erheblich heißer,
als die Schmelztemperatur der Zinnlegierung.Weiterhin sollte immer ein
feuchter Lötschwamm bereit liegen, um die Lötspitze nach jeder
Lötstelle sauber zu wischen! Nicht mit verzunderter Lötspitze
löten!! Die Anschaffung einer Dauerlötspitze lohnt sich. Man
sollte nicht an der falschen Stelle sparen. Für
Freihandlötarbeiten ist die Wärmekapazität und die Leistung
der Nadeln viel zu gering. Am besten löten sich SMD Bauteile mit einem
ganz normalen 50-80 Watt Lötkolben, der mit einer feinen 0,4mm oder
0,8mm Bleistiftspitze ausgestattet ist. Meine Lötstation stelle ich
für SMD auf eine Temperatur von 360-400 Grad. Das ist erheblich heißer,
als die Schmelztemperatur der Zinnlegierung.Weiterhin sollte immer ein
feuchter Lötschwamm bereit liegen, um die Lötspitze nach jeder
Lötstelle sauber zu wischen! Nicht mit verzunderter Lötspitze
löten!! Die Anschaffung einer Dauerlötspitze lohnt sich. Man
sollte nicht an der falschen Stelle sparen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
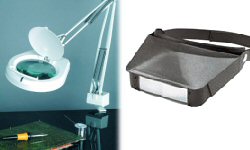 Der
zweite große Fehler ist ein viel zu dunkler Arbeitsplatz. Arbeiten
mit SMD benötigt Licht, Licht und nochmals Licht. Inzwischen halte
ich das Licht für wichtiger, als eine Lupe. Der
zweite große Fehler ist ein viel zu dunkler Arbeitsplatz. Arbeiten
mit SMD benötigt Licht, Licht und nochmals Licht. Inzwischen halte
ich das Licht für wichtiger, als eine Lupe.
Ohne Lupe kommt kaum jemand zurecht, der mit SMD umgeht. Über die Art der Lupe streiten sich die Geister. Ich persönlich bevorzuge eine Lupenbrille, die mir viel Bewegungsfreiheit läßt. Bei besonders kleinen Bauteilen benutze ich zusätzlich eine große Lupe an einem Scherenarm, die mit einer Ringleuchte ausgestattet ist. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wichtig
ist weiterhin gutes Werkzeug. Eine billige Pinzette aus dem Kaufhaus schont
zwar den Geldbeutel, strapaziert aber unweigerlich die Nerven, wenn die
beiden Pinzettenarme plötzlich aneinander vorbei scheren und sich
das dazwischen befindliche Bauteil wie ein Floh davon hüpft, 'Froschhüpfereffekt'.
Kurze Pinzetten sind die besten, nicht länger als 7cm. An dieser Stelle
sollte man nicht sparen, und sich eine anständige, stabile Pinzette
zulegen.
Als Lötzinn benutze ich grundsätzlich 0,5mm Elektroniklot mit 2% Kupfer oder Silberanteil. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Die
Arbeitsfläche sollte so beschaffen sein, dass man ein heruntergefallenes
Bauteil auch wiederfindet. Ich habe mir aus diesem Grund ein Holztablett
besorgt, wie es sonst zum Transport des Mittagessens benutzt wird. Herunterfallende
Bauteile landen auf dem Tablett und können dort viel leichter wiedergefunden
werden. Das Tablett bietet aber noch weitere Vorteile. Muss ich meine Arbeit
unterbrechen, packe ich einfach das gesamte Tablett zur Seite. Und gegen
zittrige Hände hilft es, die Unterarme auf die Kante des Tabletts
aufzulegen. Die
Arbeitsfläche sollte so beschaffen sein, dass man ein heruntergefallenes
Bauteil auch wiederfindet. Ich habe mir aus diesem Grund ein Holztablett
besorgt, wie es sonst zum Transport des Mittagessens benutzt wird. Herunterfallende
Bauteile landen auf dem Tablett und können dort viel leichter wiedergefunden
werden. Das Tablett bietet aber noch weitere Vorteile. Muss ich meine Arbeit
unterbrechen, packe ich einfach das gesamte Tablett zur Seite. Und gegen
zittrige Hände hilft es, die Unterarme auf die Kante des Tabletts
aufzulegen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Da es bei SMD IC's mit sehr geringem Abstand zwischen den Anschlüssen enorm nervtötend ist Lötbrücken zwischen den Anschlüssen zu vermeiden habe ich mir auf Anraten eines Experten angewöhnt, gar nicht mehr darauf zu achten. Ich löte das IC ohne Rücksicht auf Lötbrücken ein und entferne die Brücken anschließend mit Entlötlitze. Siehe dazu weiter unten. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 SMD
Bauteile mit zwei Anschlüssen. SMD
Bauteile mit zwei Anschlüssen.
Das können Widerstände, Kondensatoren, Drosseln sein. Hier noch mal die wichtigsten Werkzeuge: - Lötstation LS50 - 360-380 Grad einstellen, sonst hat die lange Spitze nicht genug Wärmekapazität - 0,4mm Bleistiftspitze - Stabile Pinzette, Spitze etwa 75 Grad abgewinkelt - Lötzinn 0,5mm |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Für
jedes Bauteil mit zwei Anschlüssen sind auf der Platine auch zwei
Lötpads vorgesehen. Tippe mit der heißen Spitze des Lötkolbens
auf den jeweils rechten Lötpad eines Bauteiles und gebe nach 1-2 Sekunden
Heizzeit kurz Lötzinn dazu, bis auf dem Pad eine Halbkugel aus Lötzinn
steht. Am besten machst Du das gleich für eine ganze Gruppe von Bauteilen,
das scheint mir ökonomischer zu sein, als jeweils nur das Löten
eines einzelnen Bauteils vorzubereiten. Hast Du genügend Pads vorbereitet,
nimm die Pinzette in die linke und den Lötkolben in die rechte Hand.
Mit der Pinzette greife das erste Bauteil. Das Bauteil wird auf die Platine
gelegt und bis genau vor die Zinn-Halbkugel geschoben. Bei dieser Methode
kann das befürchtete Zittern der Hände gar nicht auftreten, da
Du dich ja nach unten auf der Platine und nach vorne an der Zinn -Halbkugel
abstützen kann. Es reicht nun aus, mit der Lötkolbenspitze kurz
an die andere Seite der Zinn-Halbkugel zu tippen und sobald das Zinn fließt,
das Bauteil in das fließende Zinn zu schieben. Da das Bauteil dabei
nicht frei in der Luft bewegt wird, sondern über die Platine geschoben
wird, brauchst Du auch jetzt kaum mit Zittern zu rechnen. Ist das Bauteil
an seiner endgültigen Position angelangt, entferne den Lötkolben,
halte das Bauteil aber noch zwei bis drei Sekunden fest, bis das Lot wieder
fest geworden ist. Das Ergebnis ist in der Regel eine perfekte Löstelle,
die die Form einer konkaven Rampe zwischen Platine und Bauteil hat. Du
solltest nun nicht vergessen, auch die zweite Seite des Bauteils zu verlöten,
damit es später seine Funktion erfüllen kann. Das geschieht dadurch,
dass du die Lötkolbenspitze genau in den Winkel zwischen Bauteil und
Pad platzierst und Lot dazu gibst.
Hier noch mals alles visuell dargestellt. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Quelle des oberen Bildes: http://iwenzo.de/smd-bauteile-loeten | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 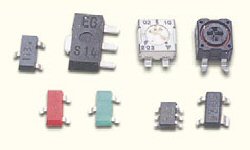 SMD
Bauteile mit mehr als zwei Anschlüssen. SMD
Bauteile mit mehr als zwei Anschlüssen.
Das können Transistoren, LED's, Einstellregler, Trimmer, IC's etc. sein. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diese
Bauteile sind nicht sehr viel schwieriger aufzulöten. Es sind einfach
nur drei bis viele Anschlüsse, die am Ende natürlich alle über
ihren zugehörigen Pads liegen müssen. Der wichtigste Schritt
ist, dass das SMD Bauteil erst einmal richtig positioniert werden muss.
Trage auf ein Pad an einer Ecke des Bauteiles Lot auf und entferne es gleich
wieder mit der Entlötlitze. Setze nun das Bauteil möglichst exakt
so auf die Pads, dass alle Stummelbeine genau über den Pads sind.
Wenn das gelungen ist, halte das Bauteil mit einer Hand in der Position
und tippe mit der Lötkolbenspitze senkrecht von oben auf das Eckbein.
Du brauchst im Moment dazu kein extra Lot, der Rest auf der Platine reicht
völlig aus, das Bauteil anzukleben. Eine Videosequenze |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kontrolliere den Sitz mit der Lupe. Kleine Verschiebungen kannst du durch leichtes Drücken des SMD Bauteils in die richtige Richtung korrigieren. Wenn das Bauteil völlig schief aufgeklebt wurde, muss du natürlich das Beinchen wieder lösen und von vorne anfangen. Verschiebungen von einigen Zehnteln kannst Du aber ohne Sorgen direkt so ausgleichen. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wenn das Bauteil jetzt gerade aufsitzt, löte das diagonal gegenüber liegende Bein mit frischem Lot an. Kein Problem, wenn Lot zwischen die Bauteileanschlüsse geraten sollte, das erledigen wir später mit der Entlötlitze. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wieder mit der Lupe kontrollieren. Sitzt das SMD Bauteil sauber auf seinen Pads, werden nun mit dem Standardlötkolben und 0,5mm Zinn alle Beine mit Lot versorgt. Setze dazu den Lötkolben auf das Stummelbein und stoße mit dem Lot von vorne gegen das heiße Bein. Pro Bein brauchst du dazu weniger als 2 Sekunden. Das dabei ab und an das Lot zwischen zwei benachbarte Anschlüsse kriecht oder springt das macht nichts. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sind alle Beine mit Lot versorgt, nimm die gute Entlötlitze, die wie früher beschrieben reichlich Flußmittel enthält, und lege ein Ende quer auf die Anschlüsse einer Seite. Es muss natürlich unverzinnte Litze sein. Schneide immer das Stück, dass schon Zinn aufgenommen hat ab. Lege die Lötkolbenspitze schräg und drücke senkrecht von oben für 1-2 Sekunden auf die Litze. Du siehst, wie das Lot sehr schnell in die Litze läuft. Nun hebe Lötkolben und Litze senkrecht nach oben ab. Nicht seitwärts wegziehen, dabei könnten Anschlüsse beschädigt werden. Wiederhole die Prozedur, bis du alle Anschlüsse des Bauteils erfasst hast. Kontrolliere dein Werk mit der Lupe. Falls nötig, wiederhole die ganze Prozedur, es wird aber meist im ersten Anlauf funktionieren. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
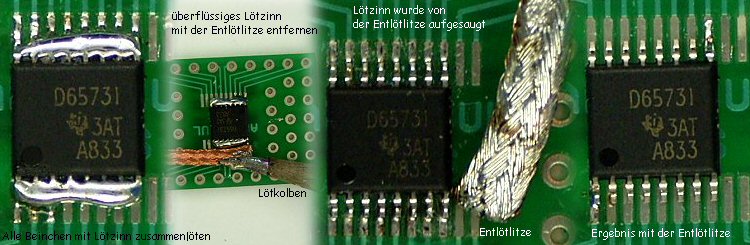
| Nochmal
zum Auslöten eines IC:
Nimm einen normalen Lötkolben und schmaddere dick und Fett beide Beinreihen des IC mit Lötzinn ein. Es müssen wirklich alle Beine ganz dick mit Lötzinn bedeckt sein. Danach mit zwei Lötkolben in beide 'Zinnraupen' stippen und sobald beide Zinnraupen geschmolzen sind, das IC zur Seite schieben. Die Pads mit Entlötlitze säubern und das neue IC auflöten. Wenn du nach dem Löten das überflüssige Zinn mit Entlötlitze entfernst, dann muss der Lötkolben schön heiß sein, damit die Litze nicht an den Beinchen festklebt. Die Litze senkrecht nach oben abheben, niemals seitwärts ziehen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tipps zum Herstellen und Gebrauch von Entlötlitze | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Die
Entlötlitze ist ein Hilfsmittel zum Lösen von Lötstellen.
Es ist ein 0,5 bis 5 mm breites Band aus geflochtenen Kupferdrähten
welches zur Verbesserung der Kapillarwirkung in Flussmittel getränkt
wurde. Die
Entlötlitze ist ein Hilfsmittel zum Lösen von Lötstellen.
Es ist ein 0,5 bis 5 mm breites Band aus geflochtenen Kupferdrähten
welches zur Verbesserung der Kapillarwirkung in Flussmittel getränkt
wurde.
Man nehme simple blanke Entlötlitze, Marke egal. Dann löst man Kolophonium in Brennspiritus auf. Die Lötlitze benetzen und wieder trocknen lassen. Kolophonium gibt es im Musikfachgeschäft. Gut macht sich ein kleines mit der Kolphonium-Spiritus Lösung gefülltes Gefäß. Die Lötlitze in dieses Bad so richtig einweichen lassen. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Es geht
aber auch anders.
Die Entlötlitze wirkt auf das Spiritus-Kolophonium Gemisch wie ein Docht und saugt ihn sofort auf. Längs legen und drauf träufeln reicht völlig. Man hat weniger Sauerei und braucht für reichlich Entlötlitze nur wenige Milliliter Kolophoniumlösung anzurühren. Oder man benutzt zum Benetzen ein kleines Plastikfläschchen, aus dem man träufeln kann. Sorte 'Augentropfen' oder sowas in der Art. Das blanke Kupfergeflecht der Entlötlitze kann unter der Tränkung mit Flussmittel oxidieren. Das passiert leider auch bei hochwertigen Produkten, wenn sie zu lange gelagert werden. Schlechte oder überalterte Entlötlitze kann super regeneriert werden. Man löst Kolophonium in Spiritus auf, ein Schuß Ameisensäure dazu und die Litze ein Stündchen in dieser Lösung liegen lassen. Trocknen und gut. Aber Vorsicht, denn Brennspiritus mit Kolophonium macht alles sehr klebrig! Die Kleberschmiere ist nicht mal eben mit Wasser und dem üblichen Tropfen Spülmittel wieder abzuwischen. Zum Abwischen benutze Brennspiritus oder Azeton. Man sollte allerdings noch darauf hinweisen, dass mit Entlötlitze bearbeitete Lötstellen anschließend immer mit etwas Spiritus gereinigt werden sollten. Hatte ich vorher vergessen zu erwähnen. Entlötlitze ist auch beim Einlöten von IC's mit sehr engem Beinabstand nützlich. Chip an diagonal gegenüberliegenden Beinen justiert anheften, dann mit dem Lötzinn ohne Rücksicht auf Lötbrücken von Bein zu Bein. Zum Schluß Litze drauf, Lötkolben drauf und nach 1 s senkrecht nach oben abheben. Aber das wurde ja bereits weiter oben genau beschrieben. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 'Jungs,
traut euch! Ich bin jedenfalls total begeistert von dieser Technik.'
Einige Passagen wurden aus Beiträgen der DL-QRP-AG Liste entnommen und aufbereitet. Auch Peter, DL2FI wurde zitiert. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Weitere Infos zum Thema | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Für
die Elektronik gibt es spezielles Lot, welches eine Flußmittel-Seele
hat. Der Durchmesser des Lötzinns sollte1mm nicht überschreiten,
auf keinen Fall zusätzliche Flußmittel (Lötfett) benutzen.
Lötzinn in der Zusammensetzung Sn60Pb38Cu2, 60% Zinn(SN) 38% Blei
(PB) 2% Kupfer (Cu) besorgen, wenn der Geldbeutel es hergibt vielleicht
sogar mit etwas Silberanteil. Mit dieser Legierung wird eine sehr niedrige
Schmelztemeratur erreicht (ca 180 Grad Celsius).
Für
die Elektronik gibt es spezielles Lot, welches eine Flußmittel-Seele
hat. Der Durchmesser des Lötzinns sollte1mm nicht überschreiten,
auf keinen Fall zusätzliche Flußmittel (Lötfett) benutzen.
Lötzinn in der Zusammensetzung Sn60Pb38Cu2, 60% Zinn(SN) 38% Blei
(PB) 2% Kupfer (Cu) besorgen, wenn der Geldbeutel es hergibt vielleicht
sogar mit etwas Silberanteil. Mit dieser Legierung wird eine sehr niedrige
Schmelztemeratur erreicht (ca 180 Grad Celsius).